It’s easy to pretend you know the operating terms surrounding contact angle measurement. But do you really? For industries such as coatings, printing, and oil recovery, contact angle testing is an essential component of the production and/or quality assurance process. Having a competent understanding of these terms will make it so much easier to choose the right instrument for your company - one you can be certain will do what you need it to do.
Read More
Topics:
Surface Tension,
contact angle,
contact angle meter,
dynamic contact angle,
Liquid Properties
In past ramblings on particle size analysis we have touched on shakers, ASTM standards, sieve checking, separating small particles, inhibitors like static charges and how to get sieve tests done. A couple of things that we rarely addressed.
Read More
Topics:
Sieve Shakers,
Particle Size Analysis,
Sieve Testing,
Quiet sieve shakers,
micron particles,
nanometer particles,
laser diffraction,
segmentation
Peltier temperature control is becoming more common in viscosity testing, but traditional water baths are still the norm for many companies. Should you switch Peltier-based temperature control for you critical samples?
Read More
Topics:
Measure Viscosity,
Viscometers,
Viscosity,
viscometer,
rotational viscometer,
differences in rotational viscometers
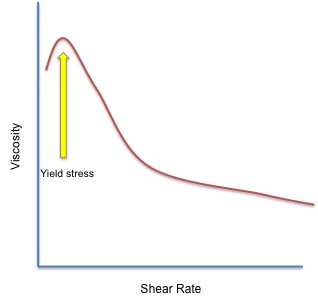
What are Viscosity Flow Curves?
A flow curve – also known as a rheogram – is a graphical representation of how a flowing material (fluid) behaves when it is subjected to increasing or decreasing shear rates. The corresponding shear stress and viscosity are calculated from the instrument’s parameters. You can tell what type of fluid (Newtonian/Non-Newtonian, thixotropic, dilatant, etc.) the sample is by the shape of the flow curve.
Read More
Topics:
Measure Viscosity,
Viscometers,
Viscosity
The first recorded application of density measurement was for fraud detection. The density measurement concept then expanded to encompass determination of material composition and assessment of product quality.
Read More
Topics:
density,
oscillating u-tube,
liquid density,
hydrometer
When tempted to think I know all there is about surface tension measurement, further information brings me back to earth. I’m conversant with the principal applications: surfactant analysis, plating, detecting contaminants, development of ink and the like. I have assisted customers to set up and calibrate duNouy Ring tensiometers for most applications -- all the while taking for granted that the Ring technique was the method of choice -- with only infrequent questions arising about Wilhelmy Plate tensiometers.
Read More
Topics:
Wilhelmy Plates,
duNouy Rings,
Tensiometer,
Surface Tension,
interfacial surface tension,
Liquid Properties,
surface tension instruments,
surface tension analysis,
Digital tensiometer,
automatic Tensiometer
Do You Re-Certify? Compare with a Master Stack? Check with Calibration Samples?
What Does Recertification Give?
The ASTM E-11 committee has done a great job of establishing three levels of testing. These levels show the probability of a sieve’s mesh to be within the permissible variations. These variations relate to the size of openings in wire-cloth used for test sieves.
Read More
Topics:
Sieve Shakers,
Mid-Point Sieves,
ASTM,
Particle Size Analysis,
Sieve Calibration,
Sieve Certification,
Sieve Testing,
Sieving Process,
Quiet sieve shakers,
RoTap,
sieving,
test sieve equipment,
sieve mesh
Moisture content is a critical factor to consider in the food industry. The amount of water in a product affects the product’s texture, shelf life, ease of processing, and cost to produce. Snack foods, baked goods, pet food, and dried goods are just a few examples of products that are vulnerable to moisture content issues like these. In many cases, an easy loss-on drying (LOD) test will allow you to monitor the moisture content of these products. (See the 3 Easy Steps to Run a LOD Test here.)
Simple moisture analysis can be all it takes to improve the quality of your product. Let’s take a closer look at how moisture content affects each of these four product and production aspects.
Read More
Topics:
Moisture Oven Test,
Moisture Analysis,
Moisture Testing,
CSC Digital Moisture Balance,
Loss-On-Drying,
Moisture,
fast moisture test,
moisture balance,
moisture content,
moisture measurement
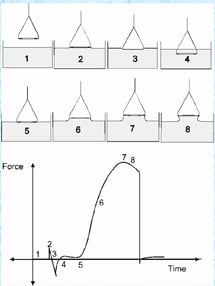
“It doesn’t matter how it looks as long as it tastes good.”
This statement has long been my philosophy when it comes to cooking. The dishes I create usually taste okay – even really yummy, occasionally – but I stink at presentation. Family and friends are usually quite forgiving when it comes to their sensory (sight, touch, smell) experiences with a food. They tend to ignore looks and feel, and focus on taste.
Food buyers aren’t so forgiving. If their sensory experiences don’t meet expectations, that crucial first taste will never happen. Flavor isn’t everything, either. If the food doesn’t feel right, or pleasant, the first bite will also be the last.
Read More
Topics:
Texture Analysis
We’ve all heard of Density since general science class in middle school. "The weight of a 12 ounce Coke." That’s pretty simple.
Read More
Topics:
Liquid Properties,
density,
oscillating u-tube,
liquid density