The ongoing debate between the value of a sieve certification process and sieve calibration has long intrigued me.
The ongoing debate between the value of a sieve certification process and sieve calibration has long intrigued me.
Topics: Sieve Shakers, Mid-Point Sieves, Particle Size Analysis, Sieve Calibration, Sieve Testing, Sieves
Topics: Sieve Shakers, Particle Size Analysis, test sieve equipment, sieve mesh
Topics: Sieve Shakers, "Ask Art", Sonic Sifter, Agglomeration, Particle Size Analysis, Sieve Testing, Sieves, Sieving Process, Sieve Analysis, Quiet sieve shakers, sieve shaker

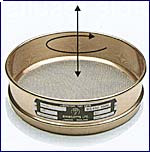
Visitors to our web pages often arrive with the question, “What is the Function of a Sieve Shaker?”
Topics: Sieve Shakers, "Ask Art", Sonic Sifter, Agglomeration, Particle Size Analysis, Sieve Testing, Sieves, Sieving Process, Sieve Analysis, Quiet sieve shakers, sieve shaker
In 2011 "Powder-Bulk Solids" published an article comparing certification process veracity with a sieve calibration process using calibrated glass microspheres (or beads). The certification process merely indicates that a sieve mesh conforms to a standard that has a wide tolerance regarding mesh openings. It is performed on a small number of openings. On the other hand, calibration using the calibrated beads results in a number representing the mean opening -- a result generated by actually performing a test encompassing at least 80% of the mesh openings.
The problems outlined in the article are still dogging todays QC Managers
Topics: Sieve Shakers, Calibration, Particle Size Analysis, Sieve Calibration, Sieve Certification, Sieve Testing, Sieves, Sieving Process

This is another Adventure of Pequeño: The 150 Micron Particle, I wonder why I get myself into these fantasies. However, once I start I feel constrained to press on.
In an earlier encounter, our little friend Pequeño, was on a determined quest to make it through sieves -- particularly those through which were said be too small for him to pass. In this scenario, Pequeño along with some of his family and friends -- all small particles about 150 microns in size -- are on their way to a sieve test.
Topics: Sieve Shakers, Sieve Blinding, ASTM, Pequeño, Calibration, Particle Size Analysis, Sieve Calibration, Sieve Certification, Sieve Testing, Sieves, sieve shaker, sieve stack, certfication

In past ramblings on particle size analysis we have touched on shakers, ASTM standards, sieve checking, separating small particles, inhibitors like static charges and how to get sieve tests done. A couple of things that we rarely addressed.
Read MoreTopics: Sieve Shakers, Particle Size Analysis, Sieve Testing, Quiet sieve shakers, micron particles, nanometer particles, laser diffraction, segmentation

The ASTM E-11 committee has done a great job of establishing three levels of testing. These levels show the probability of a sieve’s mesh to be within the permissible variations. These variations relate to the size of openings in wire-cloth used for test sieves.
Read MoreTopics: Sieve Shakers, Mid-Point Sieves, ASTM, Particle Size Analysis, Sieve Calibration, Sieve Certification, Sieve Testing, Sieving Process, Quiet sieve shakers, RoTap, sieving, test sieve equipment, sieve mesh

Quiet Sieve Shakers
Recently in a quiet, reflective moment, I recalled my first work with sieve shakers. Horizontal motion with tapping was the basic shaker design. The Ro-Tap® was King, and there were few alternatives. Different shakers for special applications, such as the Mary Jane and one that was hung from the ceiling, were the exception.
Read MoreTopics: Sieve Shakers, Sonic Sifter, Particle Size Analysis, Quiet sieve shakers, RoTap, Noisy Sieving, sieving, Endecotts, vacuum sievers

If you take Sieve Shakers for granted, you may be surprised to know that the selection of the right shaker can have a profound effect on your sieving results.
Read MoreTopics: Sieve Shakers, Particle Size Analysis, Sieve Analysis
CSC Scientific Company, Inc
2799-C Merrilee Drive
Fairfax VA, 22031
800-621-4778
703-280-5142 (fax)
csc@cscscientific.com
No part of this page or any other page in this site may be copied or reproduced in any way.