Sieve testing, as I have stated many times, is the Cinderella of particle size analysis because it delivers more value than expected from something that’s so easy to use and relatively inexpensive. However, the problem with standard sieving techniques using wire mesh sieves is that they begin to exhibit accuracy problems in the lower micron sizes.
Read More
Topics:
Sieve Shakers,
"Ask Art",
Sonic Sifter,
Micron-Sized Particles,
Particle Size Analysis,
Sieve Testing,
Sieving Process
Can you do a fast moisture test?
The answer is, “maybe”.
The direct methods of Loss on Drying and Karl Fischer have the benefit that between them they can get a good moisture content result on almost any product or material.
But these tests usually take several minutes.
When you need the moisture content in a truck load of grain while the load is being dumped, or when you need to check several hundred bags of coffee at an auction, or when you need to get a moisture gradient in a pile of corn, a faster test is crucial.
Can you do it?
The short answer is, “yes”. There are, however certain caveats to this answer.
Read More
Topics:
"Ask Art",
Moisture Analysis,
Moisture Testing
Automatic digital tensiometers are expensive - three to four times more so than a high-precision manual tensiometer. We hope to clearly depict when an automatic digital tensiometer is not merely nice to have, but essential.
Read More
Topics:
Wilhelmy Plates,
Automatic Digital Tensiometer,
Automatic Surface Tension Measurment,
"Ask Art",
duNouy Rings,
Tensiometer,
Surface Tension Measurement,
Surface Tension,
Liquid Properties
Break the Curse of Particle Size Calculations
Every now and then I’ve had to calculate the results of a sieve test: I’d get the sieves and sample loaded on the shaker, run the shaker, then realize I’d have to start over because I forgot to get the empty weight of each sieve. Or I’d have to carefully brush out the sample onto a balance.
Read More
Topics:
Sieve Testing,
Sieving Process,
Sieve Analysis
Chapter One:
Jim’s life was dull. So, so dull. He spent his days surrounded by piles of sieves – his glamorous job was to calculate the ratio of particles left in the sieves of each stack after a sample of his company’s product was run through the stack using a sieve shaker. It was a job much like the one his cousin Hiram had, although he seemed to remember hearing that Hiram had found an easier way to do it.
Read More
Topics:
Particle Size Analysis,
Sieve Testing,
Sieve Analysis
A question we get a lot is:
“How do I determine the moisture in my product?"
Of course, the answer is often “it depends”, and the method does depend on the chemical and physical composition of the product. There are several methods used to determine moisture content: Loss-on-Drying (also known as Weight Loss), Karl Fischer, NIR, and Radio Frequency.
Read More
Topics:
"Ask Art",
Moisture Analysis,
Karl Fischer,
CSC Digital Moisture Balance,
Loss-On-Drying,
Moisture
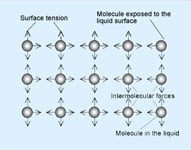
One of the ways to describe surface tension in fluids is: the property of a liquid’s surface that resists force. It serves as a barrier to foreign materials and holds the liquid together. This ever-present property is caused by unbalanced forces on surface molecules that pull toward the main part of the liquid.
Read More
Topics:
Wilhelmy Plates,
Automatic Digital Tensiometer,
Automatic Surface Tension Measurment,
duNouy Rings,
Tensiometer,
Surface Tension Measurement,
Surface Tension,
Interfacial Tensiometer,
Fisher Tensiomat,
Liquid Properties,
Digital tensiometer
I am regularly startled by little things that trigger new understanding about our slice of the instrument World. This time it is about surface tension.
Read More
Topics:
Automatic Surface Tension Measurment,
duNouy Rings,
Tensiometer,
Surface Tension Measurement,
Surface Tension,
Liquid Properties
I am very excited about a new update to the CSC Digital Moisture Balance. To give you a perspective of why I’m excited about this Moisture Content Analyzer update, I thought you my be interested in the story of the transition from a classic mechanical moisture analyzer to the current highly robust and durable electronic instrument of today.
Read More
Topics:
Moisture Analysis,
Moisture Testing,
Loss-On-Drying
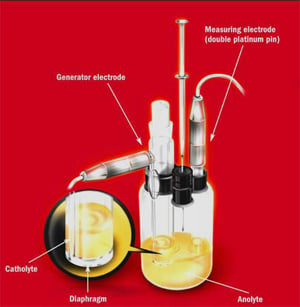
As you know the Karl Fischer Method of moisture analysis has a reputation of being water specific. The method works through the use of a special Karl Fischer Reagent.
Read More
Topics:
Coulometric Karl Fischer,
Volumetric Karl Fischer,
Moisture Analysis,
Karl Fischer Oven,
Karl Fischer,
Karl Fischer Titration